آشنایی با ماشین های تولیدکننده ی قطعات صنعتی
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی
در این پست هدفم قرار دادن بخشی از کارآموزی است که در دوران کارشناسی گذراندم. آشنایی با ماشین های تولید کننده ی قطعات صنعتی یا ماشین های افزار.
کلیه مطالبی رو که در اون زمان از انواع ماشین های تراش و فرز، اسپارک، وایرکات و … آموخته ام به صورت گزارشی در پست زیر برای دوستداران مکانیک قرار داده ام.
ماشین های ابزار مهمترین قسمت صنعت هر کشوری را تشکیل می دهند و برای مهندسین مکانیک یکی از مهمترین موضوعاتی هستند که باید آشنایی داشته باشند.
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: 1- ماشین های تراش دستی (lathe)
اولین ماشینی که مورد بررسی قرار دادیم ماشین تراش دستی بود در این ماشین ها باید تکنسین و استاد کار دقت خاصی داشته باشند. اولین کاری را که پس از قرار دادن قطعه بر روی دستگاه انجام می دهند ساعت کردن قطعه است.
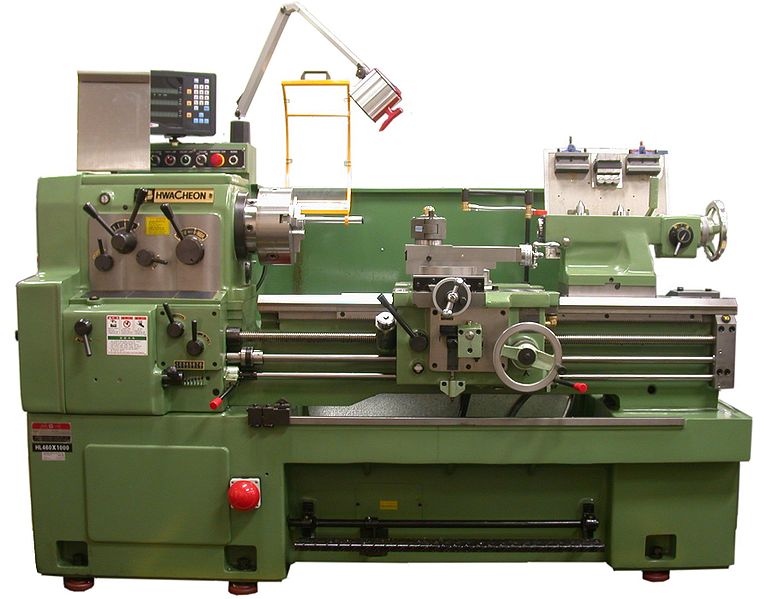 در ماشین تراش دستی قطعه حرکت می کند و رنده(تيغه) تراش ثابت است . معمولاً کارهای استوانه ای را با ماشین تراش انجام می دهند.قطعه را در سه نظام دستگاه می بندند و پس از آن با قرار دادن ساعت اندازه گیری بر روی قطعه نقطه مرگ قطعه يا بالاترین نقطه قطعه رامشخص و آن را اصلاحاً ساعت می کنند. گاهی قطعاتی هستند که امکان بستن آنها در سه نظام وجود ندارد قطعات خیلی نازک و كوچك كه نميتواند فشار ناشي از سه نظام دستگاه را تحمل كند يا نمي توان آن را در سه نظام قرار داد. برای این قطعات ابتدا یک گیره محکم کننده تولید می شود و سپس قطعه بر روی آن بسته می شود به این گیره محکم کننده اصطلاحاً (Fixture) می گویند.در قسمت های بعد بیشتر راجع به (Fixture) توضیح می دهیم.
در ماشین تراش دستی قطعه حرکت می کند و رنده(تيغه) تراش ثابت است . معمولاً کارهای استوانه ای را با ماشین تراش انجام می دهند.قطعه را در سه نظام دستگاه می بندند و پس از آن با قرار دادن ساعت اندازه گیری بر روی قطعه نقطه مرگ قطعه يا بالاترین نقطه قطعه رامشخص و آن را اصلاحاً ساعت می کنند. گاهی قطعاتی هستند که امکان بستن آنها در سه نظام وجود ندارد قطعات خیلی نازک و كوچك كه نميتواند فشار ناشي از سه نظام دستگاه را تحمل كند يا نمي توان آن را در سه نظام قرار داد. برای این قطعات ابتدا یک گیره محکم کننده تولید می شود و سپس قطعه بر روی آن بسته می شود به این گیره محکم کننده اصطلاحاً (Fixture) می گویند.در قسمت های بعد بیشتر راجع به (Fixture) توضیح می دهیم.
شکل شماره (1) – ماشین تراش دستی
قسمت های مهم کنترل کننده ماشین تراش
بطور كلي يك ماشين تراش داراي قسمت هاي مختلفي است،كه جمعاً در تراش قطعه كار همگي كمك مي كنند كه نام برخي از اجزاي مهم در در زير آمده است.
چرخ دستی دستگاه حامل سوپرت طولی
چرخ دستی دستگاه حامل سوپرت طولی در قسمت جلو دستگاه حامل سوپرت طولی قرار دارد که می توان بوسیله آن دستگاه حامل سوپرت طولی را در طول بین دستگاه و مرغک دستگاه حرکت داد.
وظیفه اصلی این چرخ دستی تنظیم و قرار دادن ابزار برش در هر قسمت دلخواه قطعه است، قبل از اینکه به کار بار خودکار داده شود.
سوپرت دستی
سوپرت دستی که روی سوپرت عرضی قرار دارد بوسیله دست قابل کنترل و بار دادن است از طرفی در زیر آن صفحه صاف و مدوری قرار دارد که محیط آن بین صفر تا 180 درجه مدرج شده است.با باز کردن پیچ های آن می شود سوپرت دستی را حول محول خود 360 درجه چرخاند. با این دستگاه می توان مخروطهای کوتاه داخلی و خارجی و مخروطهای کامل را نیز تراشید ، و در ضمن جهت روتراشی هم از آن استفاده کرد روی پیچ این دستگاه حلقه مدرجی وجود دارد که برای تنظیم بار دقیق مورد استفاده قرار می گیرد.با این طریق در صورتیکه بار بسیار کمی برای پرداخت کاری مورد نیاز باشد قابل تنظیم است.البته در پیچ تراشی ، خشن تراشی ، برداشتن بار زیاد نیز از آن استفاده می شود.
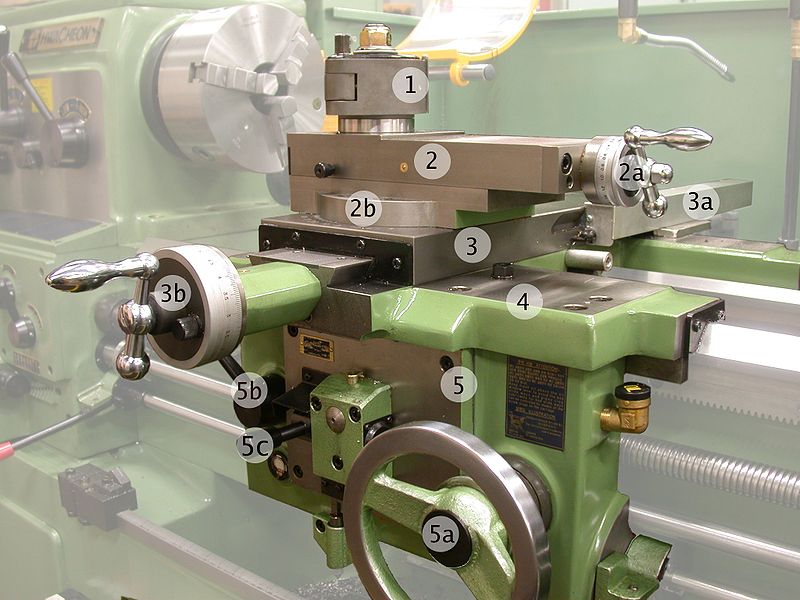
شکل شماره(2)
دستگاه حامل سوپرت طولی و عرضی
(1 قلم گير
(2 سوپرت دستي
(3سوپرت عرضي
(4سوپرت طولي
(5دستگاه حامل سوپرت
2a) دسته سوپرت دستي
(2b تغيير زايه سوپرت دستي
3b) دسته سوپرت عرضي
5a) چرخ دستی دستگاه حامل سوپرت طولی
(5c دسته تعويض بار
(5cدسته بار خودكار
صفحه مخروطی تغییر محور اصلی
صفحه مخروطی تغییر سرعت محور اصلی روی جعبه دنده سرعت قرار گرفته است، که با چرخاندن آن بوسیله دست هر یک از دورهای لازم را که قبلاً تعیین شده می توان بدست آورد.سرعت ماشین بر حسب اندازه و نوع قطعه کار و نوع رنده تراشی که بکار برده می شود تعیین می گردد.بطور کلی سرعت ماشین بعد از اینکه قطعه کار و رنده تراش روی ماشین قرار گرفته تنظیم و ضمناٌ سرعت ماشین بر حسب دور در دقیقه منظور می گردد.
جدول تعیین مقدار پیشروی رنده
برای تعیین مقدار بار یعنی پیشروی رنده هنگام تراش از جعبه دنده ای که در زیر جعبه دنده محور اصلی قرار گرفته است که شامل جفت چرخ دنده هایی با نسبت های معینی می باشد استفاده می گردد . مقدار پیشروی (بار) 0.002 تا 0.130 اینچ (0.5تا3.3میلیمتر)در نظر گرفته شده است.در جعبه دنده ایکه در نظر گرفته شده مقدار بار لازم بوسیله دسته روی پوسته با جابجایی آن مشخص می گردد.
شكل شماره(3)
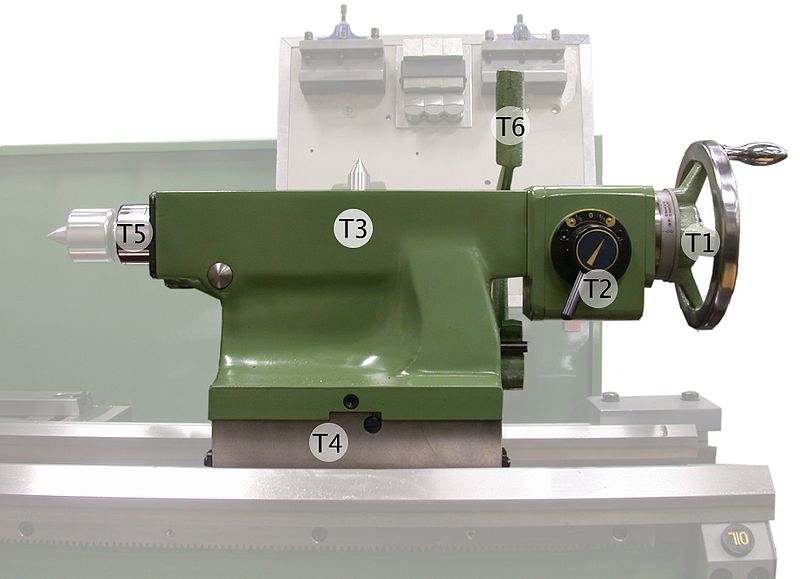
چرخ دستي دستگاه مرغك
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: 2- دستگاه فرزNC(milling NC machine)
سومین دستگاهی که مورد بررسی قرار گرفت دستگاه فرز NC بود تفاوت عمده ای که بین این دستگاه و ماشین های تراش دستی وجود دارد در ماشین های فرز قطعه را ثابت می کنند و با تیغه فرز بر روی آن حرکت و عملیات برداشتن براده از سطح را انجام می دهند اما در دستگاههای تراش قطعه حرکت می کند و تیغه ثابت است .عمده کار با دستگاههای فرز NC ثابت کردن قطعه و پیدا کردن صفر دستگاه بر روی قطعه می باشد.در این عمل ابتدا بوسیله ساعت اندازه گیری قطعه را ساعت می کنند و پس از آن قطعه را با (Fixture) محکم می کنند.
بعد از آن به روشهایی که وجود دارد و اینکه دستگاه در هر لحظه مختصات تیغه فرز را نشان می دهد تیغه فرز را به جایی می برند که می خواهند مختصات را نسبت به همان جا بسنجند این کار را اصطلاحاً صفر کردن می گويند.صفر كردن يعني مشخص كردن مبدا براي تيغه كه اندازه ها نسبت به آن سنجيده مي شود..بعضی از قطعات برای صفر کردن دستگاه و ساعت کردن آنها مدت زیادی وقت می گیرند و ممکن است این کار یک یا دو روز تمام وقت بگیرد.
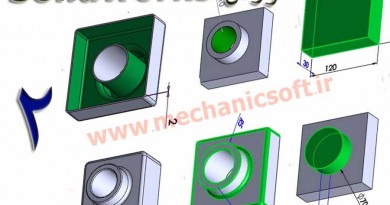
(Fixture) : در این شرکت تنوع قطعات تولید شده بسیار زیاد و سفارشات گرفته شده مرتباً تغییر می کند.بسیار ی از قطعاتی که وارد می شوند.باید برای آنها (Fixture)تهیه شود به این دلیل که اگر بخواهیم هر بار قطعه را بطور کامل ساعت کنیم و آن را روی دستگاه ثابت کنیم ممکن است مدت زیادی طول بکشد یا اصلاً نشود آن را روی دستگاه ثابت کرد.بنابراین قبل از هر كاري بايد نقشه ای برای یک (Fixture)_ یعنی قطعه ای که بتواند قطعات مورد نظر را به نحوی در خود جای دهد و ثابت کند_ تهیه شود مرحله تهیه (Fixture) هم مثل خود قطعه است و باید تمامی روندی را که در ابتدا توضیح دادیم طي كند با داشتن(Fixture) کافی است ابتدا آن را ساعت و صفر کنیم و سپس قطعات را بر روی آن سوار کنیم و دیگر لازم نسبت برای هر قطعه تمامی مراحل صفر و ساعت کردن را انجام دهیم و این کار سرعت را بالاتر می برد.البته قطعاتی که از حساسیت بالایی قرار دارند بعد از قرار گرفتن در (Fixture) مجدداً ساعت و صفر دستگاه تعیین می شود.
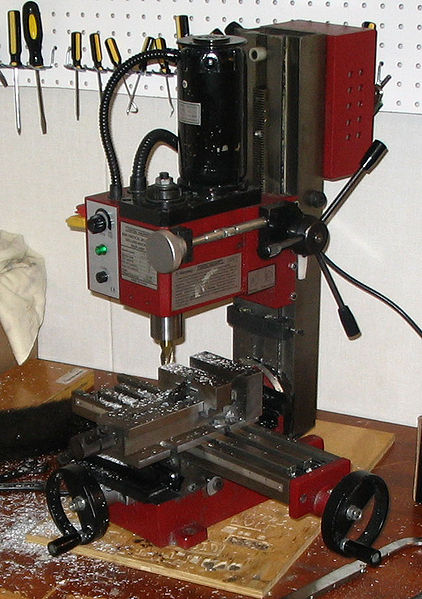
شکل شماره(1)
ماشین فرز NC
شکل شماره(4)_
ماشین فرز NC
شکل شماره( 5) _تیغه فرز

تعيين نقطه صفر قطعه
در این شرکت تمامی دستگاههایی که با آنها کار می کنیم به نحوی دارای مختصات z,y,x هستند یک مبداً مطلق که روی دستگاه تعریف شده و قابل تغییر نیست و یک صفر یا مبدأ نسبی که خودمان باید نسبت به قطعه آن را تعیین کنیم برای مثال فرض کنید می خواهیم با دستگاه فرز NC وسط یک مکعب را سوراخ کنیم ابتدا باید صفر دستگاه را تعیین کنیم اگر بخواهیم صفر را در گوشه مکعب بگیریم ابتدا ابزاری به نام میکروماتیک را به جای تیغه قرار می دهیم سپس با حرکت سوپرت محور x به قطعه نزدیک می شویم تا لحظه ای که بر قطعه مماس شود سپس وقتی بر قطعه مماس شد مختصات x دستگاه را صفر می کنیم بعد در محود y هم همین کار را انجام می دهیم و با حرکت سوپرت y هنگامی که میکروماتیک به قطعه مماس شد مختصر y دستگاه را صفر می کنیم بنابراین گوشه مکعب نقطه خود صفر ما است حال اگر بخواهیم سوراخی را در مرکز قطعه ایجاد کنیم.با توجه به اندازه هایی که از صفر می سنجیم مته را به مرکز مکعب بوده و با حرکت دادن سوپرت محور z سوراخ را ایجاد می کنیم.
دستگاهای فرز NC دارای سوپرت z,y,x هستند هر کدام از سوپرت ها یک دنده اتوماتیک دارند و یک فرمان دستی ،دنده اتوماتیک حرکت را بصورت اتوماتیک جلو می برد مثلاً با روشن کردن دنده اتوماتیک x تیغه فرز بطور اتوماتیک به سمت x حرکت می کند و با چرخاندن فرمان دستی هم این کار صورت می گیرد و تمام حرکت های سوپرت z,y,x در مانیتوری که کنار دستگاه قرار گرفته نشان داده شده است هم z,y,x مطلق و هم z,y,x نسبی در صفحه مانيتور مشخص است.
قلاویزکاری
یکی از عملیات مهمی که روی اغلب قطعات انجام می شود قلاویز محل سوراخ های قطعات است.سوراخ هایی که اندازه بزرگی دارند به طوری که تیغه ماشین تراش درآن ها جای می گیرد، با ماشین تراش ایجاد می شوند .اگر سوراخ ها خیلی کوچک باشند به کمک ماشین فرز قلاویز کاری انجام می شود.اما سوراخ های معمولی یعنی آن هایی که ماشین تراش و فرز نمی تواند عملیات قلاویز کاری را انجام دهد یا قرون به صرفه نیست ویا عملیات ماشینکاری خیلی وقت گیر است قلاویز کاری باید دستی صورت بگیرد. قلاویز ها اندازه های مختلفی دارند که با حرف M نشان داده می شوند ،برای مثال قلاویزM6 برای قطر سوراخ معینی است که آن را باید از جداول استانداردهاپیدا کرد.هر شماره دارای دو یا سه قلاویز است ،قلاویز پیش رو،میان رو و پس رو که باید به ترتیب از آن ها استفاده کرد.
در قلاویز کاری دستی نیز باید اصولی رعایت شود.در مدت قلاویز کاری باید دقت کرد که قلاویز دقیقاً عمود بر سوراخ قرار گیرد و باید آن را دائماًبا گونیا امتحان کرد.اگر قلاویز دقیقاً عمود در کار ننشیند باعث می شود قلاویز خرد شود یا اینکه پیچ ها ذر سوراخ لق بخورند.نکته ی دیگر که قابل توجه است این که در هنگام قلاویز کاری بایداز روغن مخصوص این کار استفاده کرد.
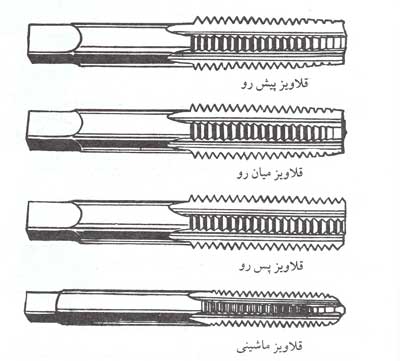
شكل شماره(6)_
انواع قلاويز
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: 3- ماشین سنگ تخت(Grinding Flat machine)
یکی دیگر از ماشین های تراش ماشین سنگ تخت است این ماشین برای صاف و صیقل کردن سطح فلزات مورد استفاده قرار می گیرد.این ماشین می تواند سطح سطح فلزات تاmm 0.001 صيقل دهد و معمولاً کارهایی که نیاز است سطح تا تلورانس بسیار تخت شود بوسیله این ماشین صورت می گیرد.
یکی از ابزارهای لازم در دستگاه سنگ تخت ابزاری به نام مگنت است.مگنت طوری طراحی شده که وقتی فلز را روی آن قرار می دهیم با چرخاندن دسته کوچکی که کنار آن است خاصیت آهنربایی پیدا کده و به قطعه مورد نظر می چسبدو ديگر براي ثابت كردن قطعه نيازي به گيره يا فيكسچر نيست .دستگاه سنگ تخت نیز دارای سوپرت طولی عرضی و ارتفاع می باشد.در سوپرت طولی و عرضی مگنت دستگاه و قطعه حرکت می کند ودر سوپرت فوقانی سنگ حرکت می کند.
علاوه بر مگنت تخت مگنت سسینوسی نیز وجود دارد که برای سیقل دادن سطوح فلزات تحت زاویه از آن استفاده می شود.طرز کار دستگاه بدین صورت است که ابتدا قطعه کار را تحت زاويه مورد نظرساعت می کنیم سپس با چرخاندن دسته کوچک مگنت قطعه کار را روی دستگاه فیکس کرده و با حرکت دادن سوپرت فوقانی طولی و عرضی کم کم از سطح قطعه برداشته و سطح آن را صیقل می دهیم.
بعد از اینکه سنگ مدتی کار کرد باید سطح خود سنگ را صیقل داد که این کار را با تیغه آهنی که نوک آن الماس است و به آن اصطلاحاً دیاموند می گویند انجام می دهند بصورتی که دیاموند را زیر سنگ قرار داده و سنگ شروع به چرخش می کند و دیاموند سطح سنگ را صیقل می دهد.

شكل شماره(7)_
ماشين سنگ تخت

شكل شماره(8) _ ماشين سنگ تخت
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: 4- ماشین سنگ گرد(Grinding machine)
ماشین سنگ گرد نیز مثل ماشین سنگ تخت برای صیقل دادن سطوح به کار می رود .این ماشین برای قطعاتی به کار می رود که گرد هستند و درون سه نظام_ مثل ماشین تراش_ قرار می گیرد.مکانیزم دستگاه طوری است که قطعه درون سه نظام بسته شروع به چرخش می کند به جای تیغه ای که در ماشین های تراش قرار دارد و ثابت است در ماشین های سنگ گرد یک سنگ استوانه ای قرار دارد که با روشن شدن دستگاه شروع به چرخش می کند و سنگ ناحیه های قطعه را صیقل می دهد.
با این دستگاه کارهایی با دقت های بالا انجام می شود برای مثال استوانه ای را سوراخ کردیم و درون آن سوراخی به قطر 20mm ایجاد کرده ایم و حال می خواهیم اندازه سوراخ را به 20.1 mm تبدیل کنیم و سطح سوراخ هم پرداخت شده باشد، این کار را به سنگ گرد انجام می دهیم.
یکی از وسایل اندازه گیری بسیار مهمی که در این مرحله مورد استفاده قرار می گیرد میکو متر داخلی است که اندازه را دقیق می گیرد.برای مثال میکرو مترهایی وجود دارند که اندازه ثابت آنها 20 mm است و می توانند تا 21mm را با دقت های 0.02 اندازه گیری کنند.اما یک وسیله اندازه گیری دقیق تر برای اندازه گیری قطر سوراخ ها استقاده از گیج است که درون سوراخ می کنیم .گیج ها استوانه هایی هستند با اندازه های دقیق که آنها را درون سوراخ کرده و اگر درون سوراخ جا رفت یعنی اندازه سوراخ دقیقاً همان است.
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: 5- سنگ LKD
یکی از ماشین های بسیار کاربردی در این شرکت ماشین سنگ LKD است.تعداد این ماشین در کشور بسيار كم است.این ماشین مثل ماشین فرز NC است. و به جای تیغه فرز سنگ دارد علاوه بر آن دارای حرکت دورانی حول مرکز و در عین حال حول خودش است.بوسیله این سنگ می توان سطوح به شکلهای مختلف را با دقت 0.001 ایجاد کرد.


شكل شماره(9)
ماشين سنگ
شكل شماره (10) ماشين سنگ گرد
ماشين فرز CNC (milling CNC machine )
 ماشین های فرز CNC نیز همانند ماشین های فرز NC هستند با این تفاوت که کارکردن در آنها تماماً بصورت اتوماتیک و با برنامه های است که به دستگاه داده می شود تنها کار ی که اپراتور دستگاه انجام می دهد ساعت کردن قطعه و مشخص كردن مبدايي براي نوك تيغه است. این ماشین ها نیز مانند ماشین های فرز NC دارای یک صفر مطلق و یک صفر نسبی هستند که صفر نسبی را خودمان نسبت به قطعه باید تعیین کنیم و بقیه کار که برنامه نویسی است بایدبرنامه به دستگاه داده شود تا دستگاه کارها را انجام دهد.
ماشین های فرز CNC نیز همانند ماشین های فرز NC هستند با این تفاوت که کارکردن در آنها تماماً بصورت اتوماتیک و با برنامه های است که به دستگاه داده می شود تنها کار ی که اپراتور دستگاه انجام می دهد ساعت کردن قطعه و مشخص كردن مبدايي براي نوك تيغه است. این ماشین ها نیز مانند ماشین های فرز NC دارای یک صفر مطلق و یک صفر نسبی هستند که صفر نسبی را خودمان نسبت به قطعه باید تعیین کنیم و بقیه کار که برنامه نویسی است بایدبرنامه به دستگاه داده شود تا دستگاه کارها را انجام دهد.
شکل شماره(11)
دستگاه فرز CNC
لازم به ذکر است که این دستورات در ماشین های مختلف فرق می کند اما عمده دستورات در ماشین ها ثابت است.دستورات کاربردی در این ماشین به شرح زیر است مجموعه دستورات را بصورت ضمیمه در پایان گزارش کار دسته بندی می کنیم.
حرکت خطی با براده برداری G1;
حرکت دورانی جهت عقربه های ساعت G2;
حرکت دورانی خلاف جهت عقربه ساعت G3;
مکث زمانی G4;
G28 همیشه همراه با G91 می آید.برای فرستادن محورها به مبدأ مختصات نسبی است . G28G91;
كنسل کننده فرمان هاي G41,G42 می باشد. G40;
میزان پیروی تیغه کار Offset هر دستگاه G41,G42;
برای خواندن offset جبران ارتفاع G43;
كنسل کننده G کدهای G81 تا G84 G80;
سیکل سوراخ کاری برای مته مرغک ها و عمق های کم (همراه با و G98 وG99 می آید) G81;
سوراخ کاری با عمق کم و بدون خالی آن براده همراه با مکث زمانی G82;
مته کاری عمق زیاد همراه با تخلیه براده G83;
قلاویز کاری G84;
صفر مطلقی که ما تعریف می کنیم. G90;
صفر نسبی نسبت به موقعیت قبلی تیغه G91;
سیکل سوراخ کاری G98,G99;
حافظه هایی که رفرشهای دستگاه در آنها قرار می گیرد. G54; تا G59
حرکت سریع بدون براده برداری G0;
ابزارهای مختلفی که در سه نظام قرار می گیرند. T1; تا T20
توقف برنامه M0;
حرکت M3;
حرکت بر خلاف جهت عقربه های ساعت M4;
توقف M5;
تعویض ابزار M6;
روشن آب صابون M8;
خاموش شدن آب صابون(مایع خنک کننده) M9;
روشن شدن همراه آب صابون M13;
قفل M19;
پایان برنامه M30;
فراخوانی زیر برنامه M28;
رفتن به نامه اصلی در زیر برنامه پایان زیر برنامه M99;
روشن شدن آب صابون M12;
برنامه ای بنویسید که قطعه کارمکعبی4سوراخ به شکل مقابل ایجادکند.ابتدا باید قطعه را بوسیله مماس مرکزیابی کنیم.بافرض اینکه قطعه مرکزیابی ومرکز آن شده وصفرقطعه کار رادر G53 ذخیره می کنیم وارتفاع وصفرارتفاع رادرمتغیرH1 (حافظه)ذخیره می کنیم.ماروی سطحقطعه را صفرارتفاع درنظر می گیریم.
G0 G90 G55 X-20. Y+10.;
حرکت بدون براده برداری از صفر دستگاه به محل سوراخ1
یعنی صفحه زیرین که سوپرت Y,X است به اندازه 20- در جهت X و به اندازه +10 در جهت Y جابجا می شود و در نتیجه تیغه متد روی سوراخ 1 قرار می گیرد.
G43 H1.Z20. S1800.;
G43 و حافظه H1 به میزان 20mm بالای سوراخ قرار گرفته و متد مرغک با سرعت 1800 قرار می گیرد.
حرکت در جهت عقربه های ساعت M3;
روشن صدن آب صابون M8;
سیکل سوراخ کاری با مته مرغک (G81) به میزان 2mm داخل برود G98 G81 Z-2.R2.f30
ابتدا متد در 2mm کار بایستد(R2.) و بعد شروع به پیشروی با سرعت پيشروي30 کند.(F30)
از اینجا به بعد کافی است مختصات بدهیم.
X-20.Y-10.;
X+20.Y-10.;
X+20.Y+10.;
کنترل کننده G81 و G82 G80
به 100mm بالای قطعه و سپس متوقف می شود(M5) G0 Z100.M5
خاموش شدن آب صابون M9;
محور ها را به رفرنس برده G91 G28 Z0.;
تعویض تیغه توسط خود دستگاه برای مثال متد را در T2 قرار داده ایم. T2 M6;
مراحل قبل با این تفاوت که این اکر با متد انجام می شود. G0 G90 G55 X-20. Y10.;
G43 H2 Z20. G1500;
M3;
M8;
G98 G82 Z-2.R2.G2.5.F30;
X-20.X-10;
X+20.Y-10;
X+20.Y+10;
G80;
G0 Z100.M5;
M9;
M30;
اتمام برنامه
برنامه ای بنویسید که با Tmax60 با 5 بار تکرار براده برداری از همان سطح قلبی به میزان 5mm از روی کار بردارد.
G0G90G55X-30.Y25.;
G43H4.Z20.S1800;
M3;
M8;
G1Z-1.F20;
G1X170.F100;
Z-2.;
X-30.;
Z-3.;
X+170.;
Z-4.;
X-30.;
Z-5.;
X-130.;
G0;
Z100.;
M5;
M9;
M30;
لازم به ذکراست که فقط برنامه های ساده را می توان به طور دستی نوشت.برای کارهای پیچیده تر باید طرح مورد نظر را وارد نرم افزارهای مثل MASTERCAM کردو با کمک آنها برنامه مورد نظر را نوشت.
زبان کامل برنامه نویسی برای ماشین های CNC در پایان گزارش کار ضمیمه شده است.

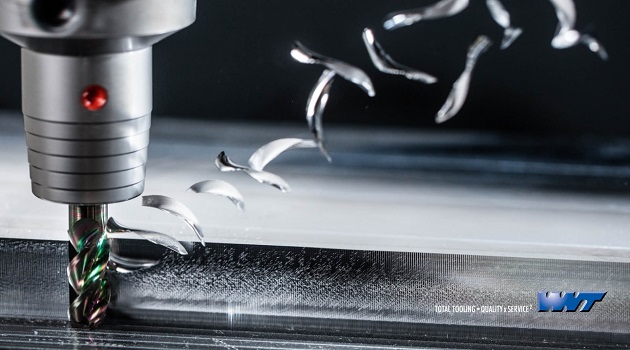
شکل شماره(12)-سیستم خنک کاری ماشین فرز CNC
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: ایجاد نقشه وپلان
یکی از مراحل دیگری که در پروسه تولید یک قطعه بسیار مهم است مرحله ایجاد نقشه است.این مرحله شامل طراحی اولیه قطعه و بعد از آن ایجاد پلانهای مختلف برای انجام مراحل مختلف است باید دقت شود که مراحل به ترتیب انجام شود و نقشه های متفاوتی برای ایجاد هر مرحله تهیه شود .اگرترتیب مراحل تولید و قرار گرفتن در بخش های مختلف درست نباشد ممکن است ایجاد قطعه غیر ممکن شود و یک سری مراحل را نتوان بر روی قطعه انجام داد و قطعه ناقص می ماند .
برای مثال اگر یک قطعه را روتراشی کردیم و بعد حدیده زدیم دیگر نمی توان آن قسمت را در ماشین تراش قرار داد ابتدا باید مرحله کف تراشی را انجام داد و سپس مرحله روتراشی را انجام دهیم که این مراحل در پلان بندی باید با دقت انجام شود.
بیشتر نقشه هایی که در این شرکت تهیه می شود بوسیله نرم افرار AutoCAD ایجاد می شود اما یک سری کارها را به وسیله نرم افزار CATIA و Solid work نیز انجام می دهند.
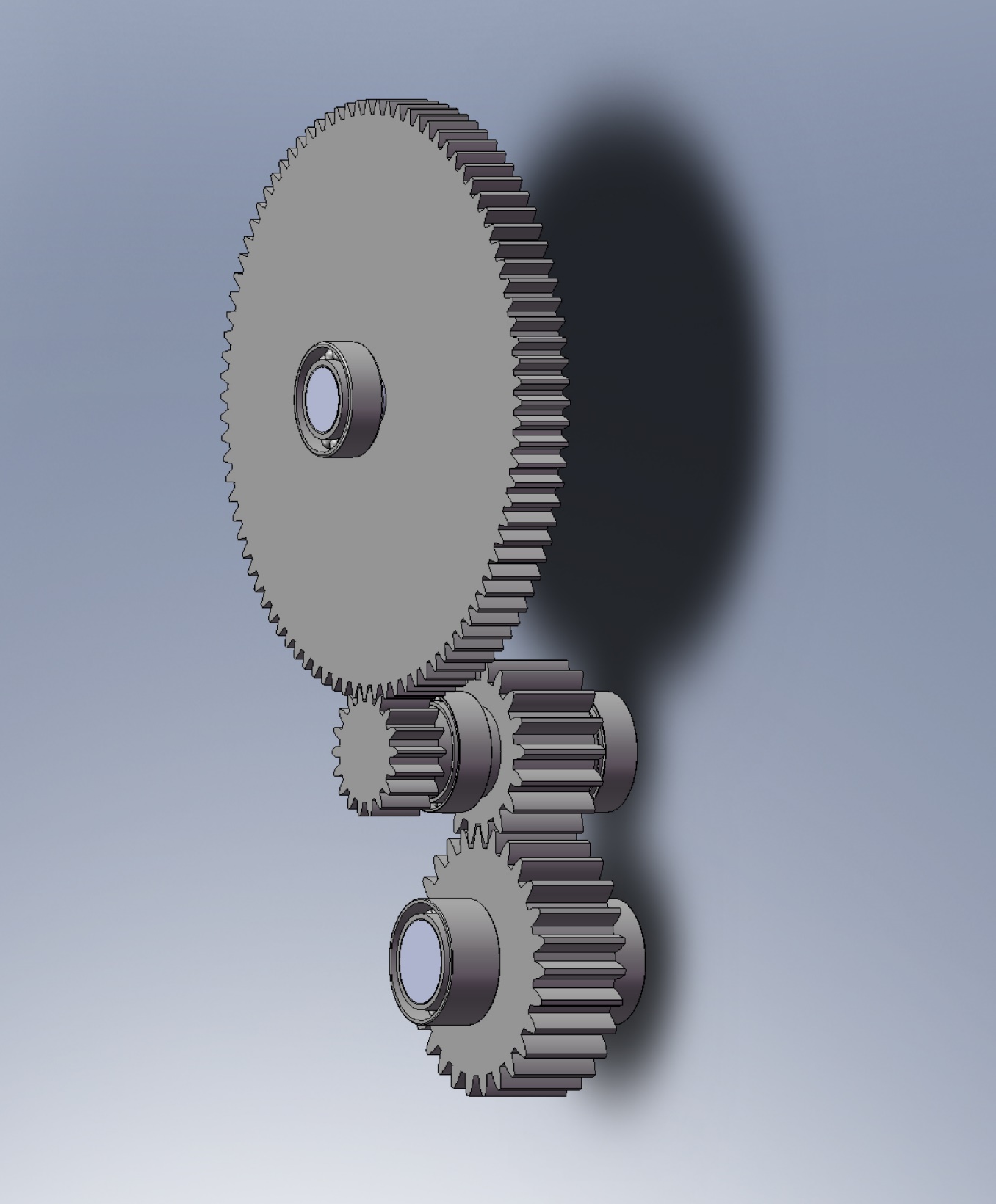
شكل شماره(13)_مجموعه چرخدنده طراحي شده با نرم افزارSolid Works
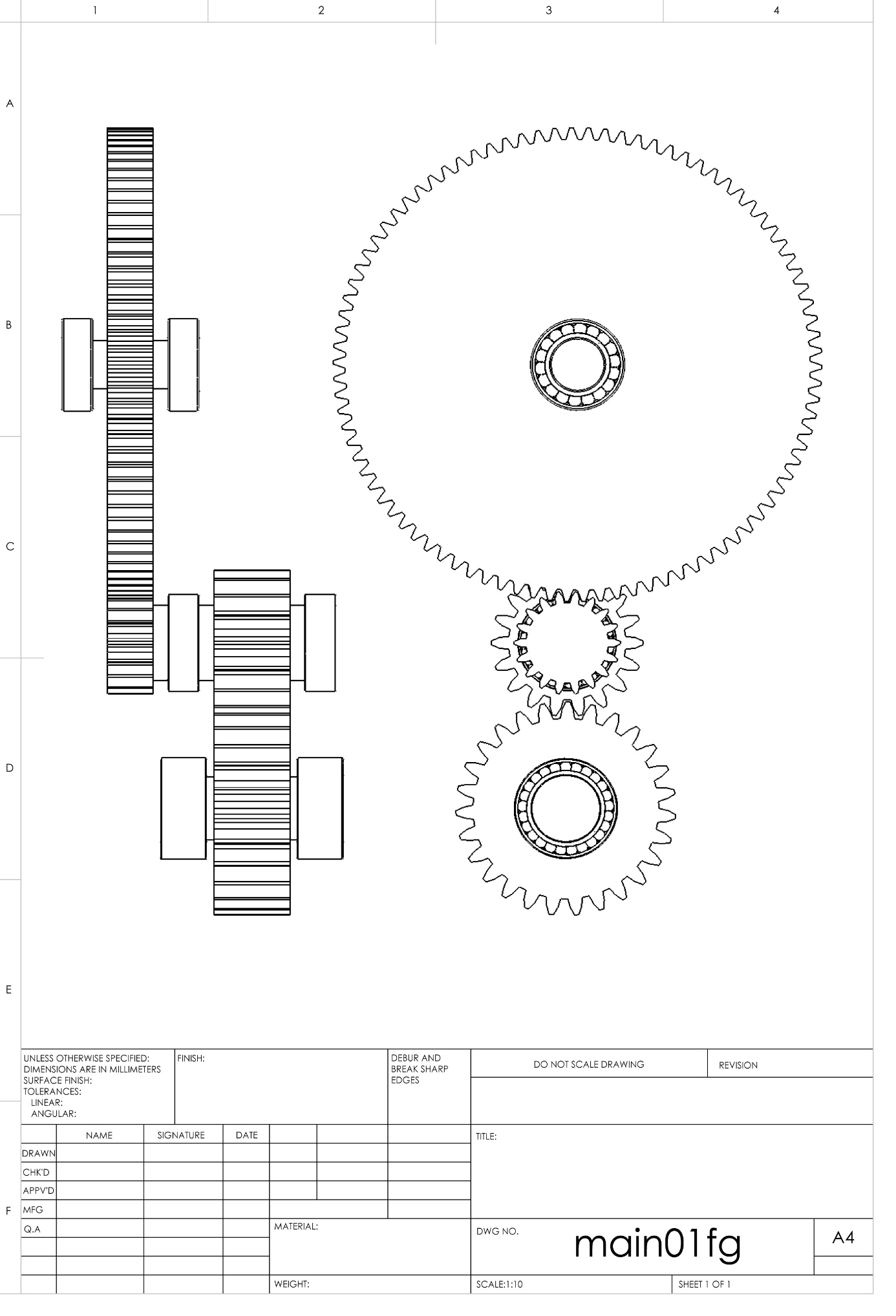
شكل شماره (14)_نقشه تهيه شده از مجموعه چرخدنده
(به دليل اينكه اندازه گذاري ها باعث شلوغ شدن شكل مي شود شكل اندازه گذاري نشده است.)
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: 7- ماشين اسپارک
یکی از پیشرفته ترین دستگاه این شرکت دستگاه اسپارک است. این دستگاه تکنولوژی جالبی دارد و به وسیله قوس الکتریکی از قطعات براده برداری می کند.اسپارک کاری یک تکنیک براده برداری مدرن با مزایای بیشمار می باشد که روز به روز مورد استفاده آن گسترش می یابد.تنها یکی از مثال های علمی از موارد بیشمار آن ماشین کاری می باشد. اصول اسپارک کاری آسان است .قطعه کار و ابزار به نحوی در محل قرار می گیرند که با یکدیگر در تماس نباشند.قطعه کار ابزار را بوسیله گپی که با دی الکتریک پر می شود از هم جدا می شود.عمل اسپارک کاری در مخزن صورت می گیرد. قطعه کار و ابزار به وسیله یک کابل جریان DC وصل می گردد.یک سوئیچ در یکی از دو سر قرار می گیرد زمانی که سوئیچ را روشن می کند یک پتانسیل الکتریکی بین قطعه کار و ابزار ایجاد می گردد.در ابتدا به دلیل وجود دی الکتریک به عنوان عایق بین قطعه و ابزار هیچ جریانی عبور نمی کند به هر حال اگر این گپ کاهش پیدا کند اسپارک کاری میسر می گردد.در این پروسه که دشارژ نام دارد جریان به گرما تبدیل می شود. قطعه کار در قسمتی که عمل دشارژ صورت می گیرد به شدت گرم می شود.اگر جریان قطعه کار در عمل دشارژ نیز متوقف شودالکترود گرم شده و مواد را از روی سطح قطعه کار تا رسیدن به محل مورد نظر بر می دارد.ابتدا یک دهنه کوچک ایجاد می گردد.ولتاژی که بین الکترود و قطعه کار اعمال می گردد همچنین خود جریان دشارژ دارای تناوب زمانی است.
ولتاژ یک جریان الکتریکی بین الکترودها ایجاد می گردد در اثر جریان و خواص هندسی سطح ذرات رسانا از یک نقطه در جایی که جریان قوی تر است جمع می شوند که این سر باعث ایجاد یک پل می گردد. در همین زمان ذرات باردار منفی از الکترود دارای بار منفی جدا می شوند.این ذرات با ذرات با بار خنثی که در بین دو الکترود قرار دارد تصادم کرده و شکافته می شود که در نتیجه ذرات با بار مثبت و منفی ایجاد می شود.و این روند با سرعت بسیار بالایی انجام می گیرد که به آن یونیزه شدن اصابتی می گویند.
ذرات باردار مثبت به سطح قطعه کار برخورد می کنند این ذرات ارتعاش زیادی را به ذرات سطح قطعه کار منتقل می کنند که باعث افزایش آنها می گردد.وقتی سرعت مناسب ایجاد شد ذرات از روی سطح قطعه کار جدا می شوند.ترکیب ذرات باردار مثبت و ذرات باردار منفی باعث افزایش ارتعاش و درنتیجه افزایش ارتعاش می شوند.
با یک پالس کوتاه ذرات باردار منفی دارای حرکات بیشتری نسبت به ذرات باردار مثبت می شوند و همچنین به جهت بزرگ تر بودن ذرات مثبت این ذرات گرمای بیشتری تولید می کنند.به منظور کاهش برداشت مواد و همچنین خوردگی الکترود قطبیت به نحوی انتخاب می گردد که گرما تا جایی که ممکن است بر روی قطعه کار آزاد شود.
پالس کوتاه الکترود به قطب منفی متصل می گردد.،قطبیت آن هم منفی است.پالس بلند الکترودبه قطب مثبت متصل می گردد، قطبیت آن هم مثبت است ، طول زمان پالس به عوامل مختلفی بستگی دارد مهمترین آنها خصوصیات فیزیکی ابزار و جنس الکترود آنهاست.
اسپارک کاری با جریان کم ، میزان کم برداشت از سطح قطعه کار را ایجاد می کند و جریان زیاد میزان برداشت را افزایش می دهد.اسپارک کاری با پاس کوتاه موجب افزایش خوردگی خود الکترود می شود.و اسپارک کاری پاس بلند باعث کم شدن خوردگی الکترود می شود.برداشت سریع قطعه کار به میزان کم خوردگی با وقفه های کم ایجاد می گردد.مسلماً زبری سطح به انرژی دشارژ بستگی دارد.زبری که توسط انرژی دشارژ کمتری ایجاد می شود کمتر از زبری است که توسط انرژِی دشارژ بیشتر ایجاد می شود.بالاترین میزان برداشت با کمترین میزان خوردگی الکترود با استفاده از تنظیمات ولتاژو آمپر امکان پذیر می باشد.
سطح خشن می تواند با کاهش انرژی دشارژ به سطح پرداخت تبدیل گردد اگر زبری یا خشنی کاهش یابد خوردگی الکترود افزایش می یابد.در مرحله خشن کاری میزان خشنی برای عمل پرداخت در مراحل بعدی باید مشخص شود.تجربه نشان می دهد که خشنی مراحل بعدی برابر تقریباً یک سوم تا یک پنجم مراحل اولیه می باشد این روند یک زمان * اسپارک کاری را با توجه به دقت اسپارک کاری در اختیار ما قرار می دهد.
 .
.
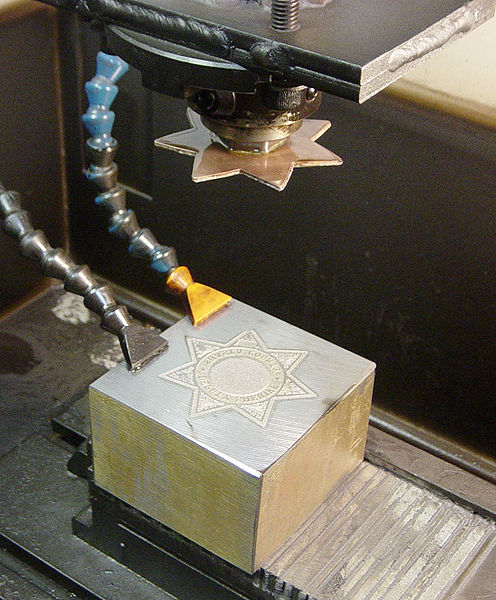
شكل شماره(15) قطعه درحال اسپارك كاري
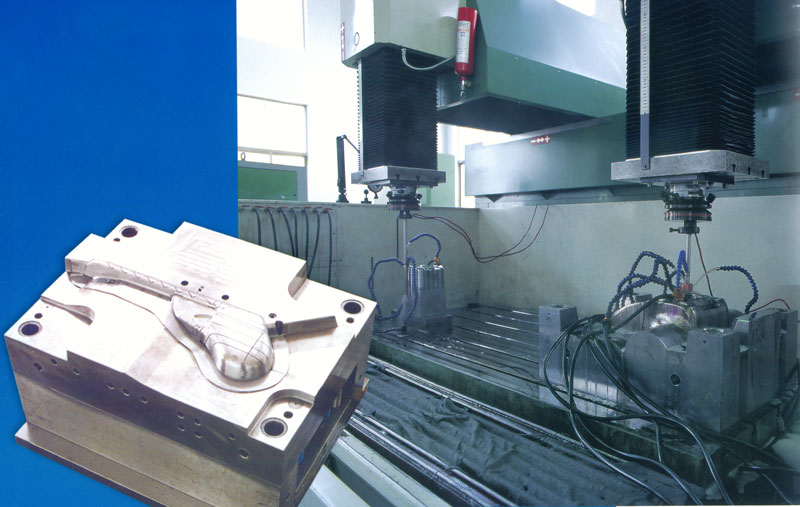
شكل شماره (16) -ماشين اسپارك و قطعه اي كه اسپارك كاري آن تمام شده است

شكل شماره (17) -ماشين اسپارك
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: 8- ماشين وایر کات
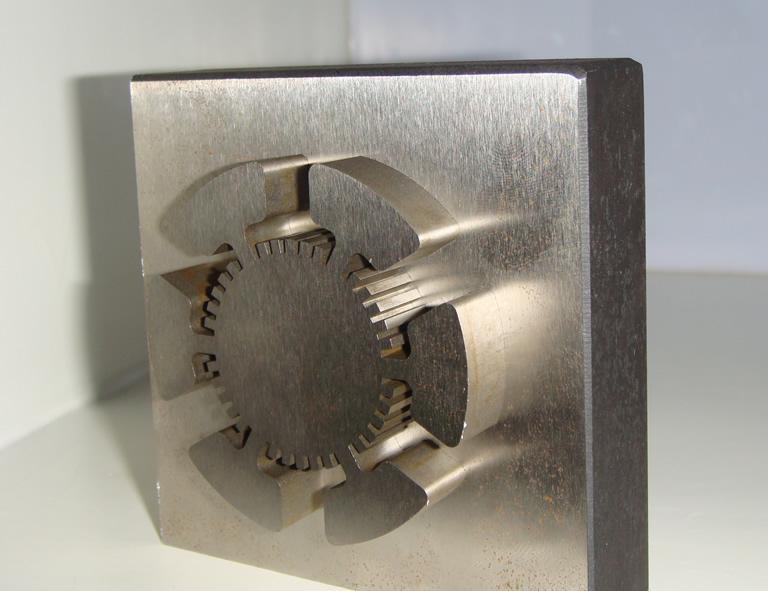
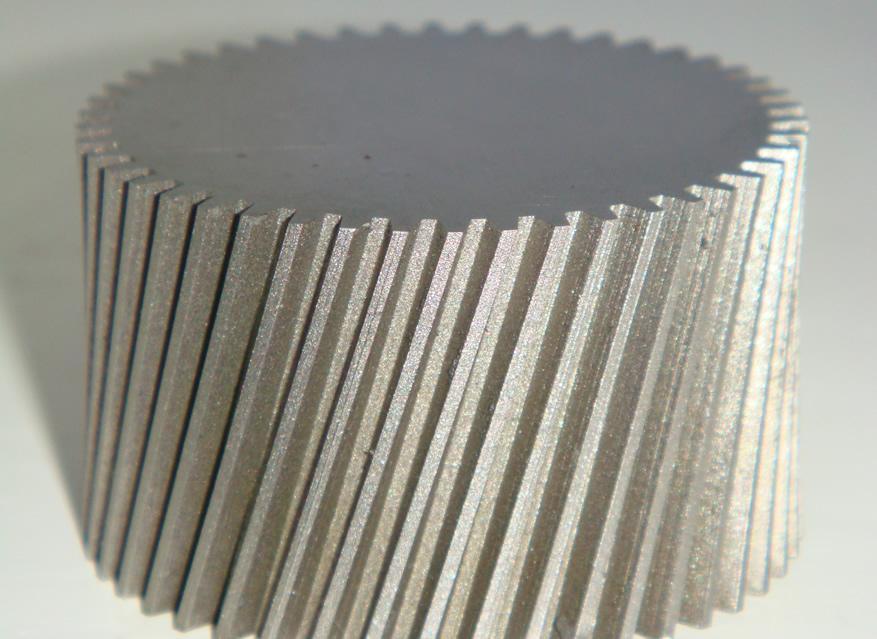
یکی از دستگاه های بسیار کاربری که از آن برای ایجاد قطعه کارهایی نظیر چرخدنده ها ودیگر قطعات صنعتی به تعداد معمولاً زیاد استفاده می شود.دستگاه وایرکات است.طرز کار این دستگاه که یک دستگاه تماماً اتوماتیک است از نظر مکانیزم کاری مثل دستگاه اسپارک است، یعنی با ایجاد جرقه یا قوس التریکی بین قطعه کار و سیم کار می کند. الکتروددر این دستگاه سیم مسی بسیار نازکی است که بر اثر فاصله ای که بین آن و قطعه کار ایجاد می شود یک قوس الکتریکی ایجاد و کار را شروع به بریدن می کند هر دستگاهی برای انجام عملیات برش قطعات نیاز به یک برنامه به زبان دستگاه دارد برای این کار ابتدا قطعه را با یکی از برنامه های طراحی نظیر AutoCAD رسم می کنند.بعد با استفاده از برنامه MASTERCAM آن را به زبان ماشین تبدیل و به ماشین می دهند اگر نیاز باشد قطعه کار را ساعت مي کنند، بعد با تعریف نقطه مبدأ برای قطعه کار برنامه دستگاه را RUN می کنند و سیم با ایجاد جرقه با دستگاه شروع به برش قطعه کار می کند.کیفیت سطوح و سرعت پیشروی سیم روی کار به مقدار آمپر دستگاه بستگی دارد هر چه آمپر بالاتر رود سرعت پیشروی بیشتر ولی کیفیت سطح کاسته می شود.اين دستگاه براي قطعاتي كه ماشين كاري آن ها زمان بر است نظير چرخدنده هاوقطعاتي كه به تعداد بالا سفارش داده ميشوند بسيار مناسب است.نمونه هايي از كارهاي ماشين كاري با واير در شكل ها آمده است.
البته با زبان برنامه نویسی دستگاه نیز می توان به آن برنامه داد اما این کار بسیار مشکل است.زیرا یک قطعه ساده برنامه ای بین 100 تا 140 خط را نیاز دارد و نوشت چنین برنامه ای کار پر دردسری است.

شكل شماره(18)_ ماشين وايركات
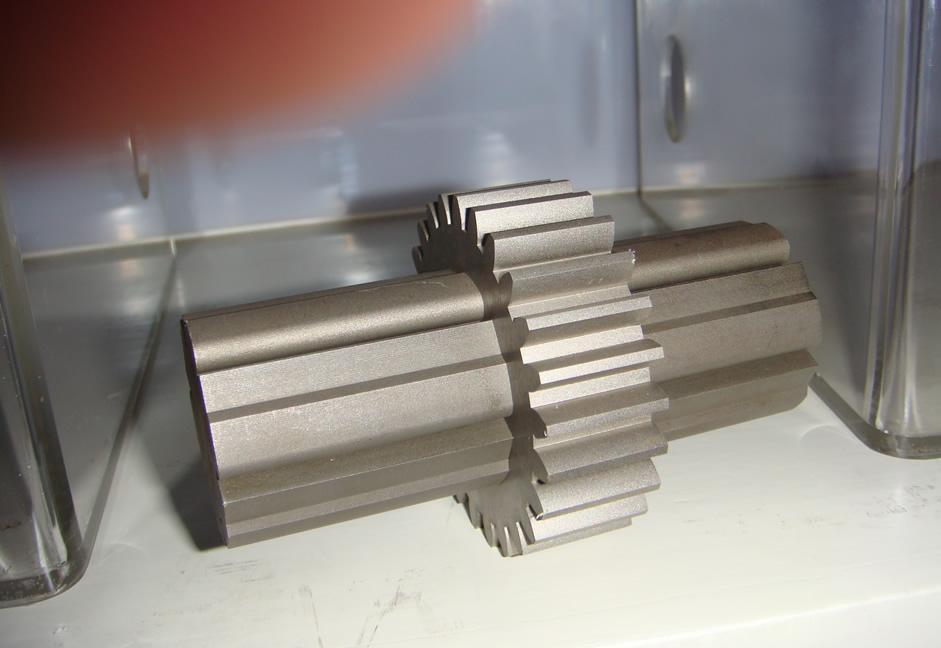
شكل شماره (19)_ قطعه اي كه توسط ماشين واير كات ايجاد شده
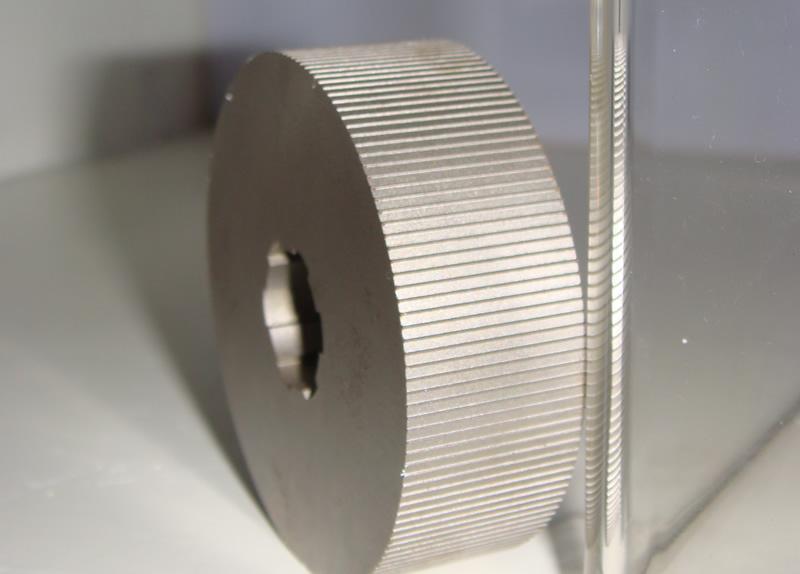
اشكال شماره (20)،(21)و(22)_ قطعاتي كه توسط ماشين واير كات ايجاد شده
توضیحاتی در مورد زبان برنامه نویسی ماشين واير كات
| G00 | پیمودن سریع | X_Y_ | |
| G01 | درون یابی خطی | G01X_Y_ | |
| G02 | درون یابی دایره ای ساعت گرد | G02X_Y_I_J_ | |
| G03 | درون یابی پادساعتگرد | G03X_Y_I_J_ | |
| G40 | بدون OFFSET – جبران قطر سیم | G40 … | |
| G41 | OFFSET داخلی جبران قطر سیم در سمت چپ(قطعه بیرونی اهمیت دارد) | G41… | |
| G42 | جبران قطر سیم در سمت راست(قطعه درونی اهمیت دارد) | G42 … | |
| G50 | توقف ماشین کاری زاویه | G50 … | |
| G51 | ماشین کاری زاویه لبه چپ | G51 … | |
| G52 | ماشین کاری زاویه لبه راست | G52 … | |
| G53 | مولفه ماشین | G53 … | |
| G90 | مولفه مطلق | G90 … | |
| G91 | مولفه نسبی | G91 … | |
| G92 | مولفه برنامه | G92 … |
مثال : برش یک دایره با قطر 10 mm به کمک دستگاه وایر کات
N01 G92 X0.Y0.
N02 G92 G41 G01 Y5.
G02 X0. Y-10. J-5. D01
N04 X-0.499Y9.975 J5.
N05 M00 توقف برنامه
N06 X.0.499 Y.0.025 I0.499 J-4.975
N07 X.0.4 Y-0.016 J-5
N08 MOL
N09 G40G01 X-0.4 Y-4.084
N10 MOL انتهای برنامه
باید به این موضوع توجه کرد که سیم وایر باید خلاف عقربه های ساعت حرکت کند تا دستوراتی مثل G41 وG42 جابه جا نشوند و این یک نکته مهم در کار با ماشین وایر است.
.
یک چهار ضلعی 20×10
N01 G92 X0Y0.
N02 G91 G41 G01 Y10.
N03 X-10.D01
N04 Y-20
N05 X20
N06 Y20
N07 X-95
N08 MOL
N09 X-1
N10 MOL
N11 G40 G01 X.05 Y-10.
N12 MOL
این دستگاه علاوه بر مختصه Y,X مختصه UوV دارد که این دو مختصه برای زاویه دادن به سر استفاده می شود.
دستگاه تراش CNC
این دستگاه نیر مانند سایر دستگاههای تراش ، قطعه می چرخد و تیغه ثابت است.برنامه نویسی این دستگاه همانند فرزCNC می باشد البته در روی بعضی از دستگاهها نرم افزارهایی گرافیکی مثل Shop turn وجود دارد که کار با آنها را راحت کرده است.نکته بسیار مهمی که در این ماشینها اهمیت دارد برای تراش قطعات مختلف باید ابتدا فک ثابت قبل از کار می تراشند که همان کار فیکسچر در ماشین های فرز CNC را انجام می دهند پس تراش این فک قطعه را درون آن قرار داده و سپس با برنامه ای که درون دستگاه هست و با مشخص کردن موقعیت مبدأ دستگاه را RUN می کنند و دستگاه عملیات تراشکاری را انجام می دهد.

شکل شماره(23)_ماشین تراش CNC
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: کنترل کیفیت
یکی از بخشهای مهم شرکت افزار کیمای فارس بخش کنترل کیفیت است.از آنجایی که تمام قطعات بعد از طی مراحل مختلف به این بخش می آیند.و پس از کنترل از شرکت خارج می شوند. بنابراین آخرین مرحله در بخش کنترل کیفیت است این بخش کار بسیار مهمی را بر عهده دارد اگر اعضای این بخش وظایف خود را به درستی انجام ندهند اعتبار شرکت زیر سئوال می رود.
قطعات مختلف پس از طی مراحل گوناگون ماشین کاری شده و بعضی از آنها تا پنجاه بار توسط تکنسین های قسمتهای مختلف بر روی آن کار انجام شده به این بخش آمده و در این بخش اندازه های آنها مورد بررسی قرار می گیرد.تمام قسمت های مختلف قطعه با تلورانسها و دقت های مختلف باید اندازه گیری شوند.مهمترین ابزارهای این بخش کولیس (Caliper) میکرومتر (Micrometer) و میکروسکوپ(Microscope) اندازه گیری و پروژکتور اندازه گیری می باشد.اندازه ها در این بخش به دقت بررسی می شوند.
قطعات مختلف دارای تلورانسهایی از 0.1تا0.001 می باشند یکی از دستگاه های بسیار مهم در این شرکت که در بخش کنترل کیفیت وجود دارد دستگاه میکروهاردنس است.برای اینکه مطمئن شوند مواد اولیه ای که خریداری کرده اند از کیفیت مرغوبی برخوردار بوده و از همان جنس مورد نظر است از این دستگاه استفاده می کنند.به این روش که قطعه ای از فلز اولیه خریداری شده را در این دستگاه قرار می دهند دستگاه پس از ایجاد یک مدار الکتریکی جرقه ای ایجاد میکند و طول موجهای فلز مورد نظر در صفحه ای نمایش داده می شود.دستگاه با توجه به طول موجها درصد عناصری را که در فلز وجود دارد نشان می دهدو در کتابهای استاندارد فلزات بررسی می کنند که آیا این قطعه دقیقاً سفارش آنهاست یا تفاوت دارد.اهمیت این دستگاه از آن جهت می باشد که برخی از مواد اولیه ای که توسط شرکت خریداری می شوند بسیار گران قیمت هستند و ممکن است در بازار داخلی یافت نشوند.و به سختی و یا به قیمت بالا یافت شوند بنابراین باید از جنس آنها اطمینان کامل حاصل شود.

شكل شماره(24)_دستگاه ميكروهاردنس
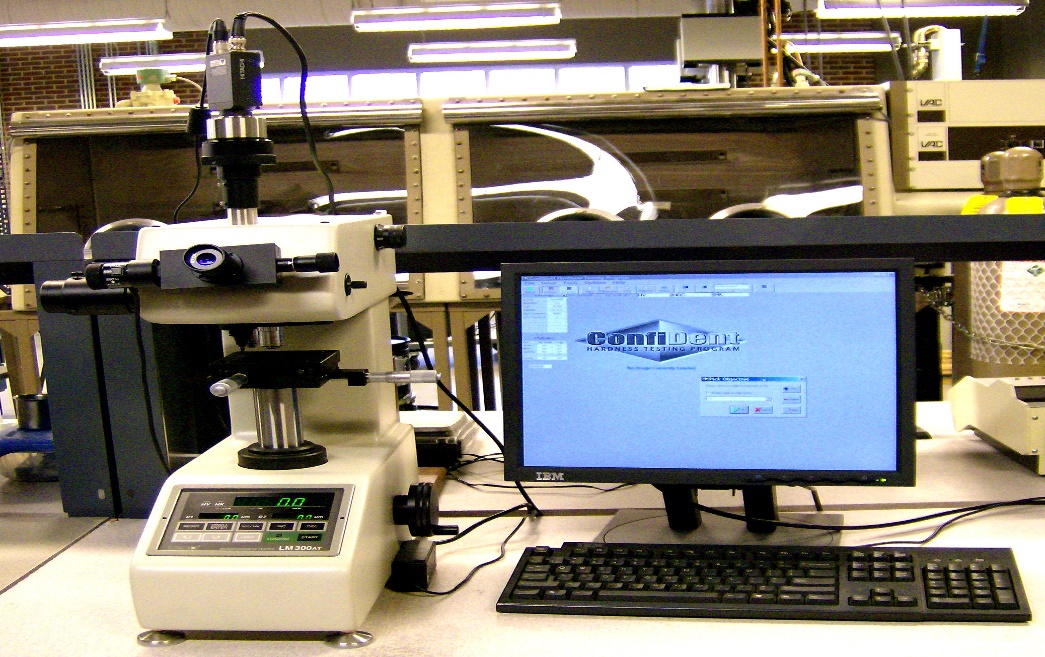
شكل شماره(25)_دستگاه ميكروهاردنس

شكل شماره(26)_ميكرومتر ديجيتال
شكل شماره(26)_كوليس ديجيتال
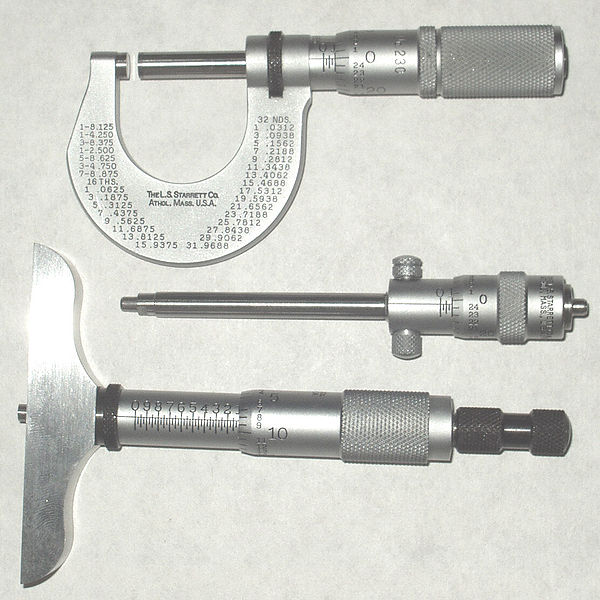
شكل شماره(27)_انواع ميكرومتر
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: ضمیمه شماره(1):کدهاي معروف ماشينهاي کنترل عددي .
G-codes
G00 Positioning in Rapid
G01 Linear Interpolation
(G02 Circular Interpolation (CW
(G03 Circular Interpolation (CCW
G04 Dwell
G07 Imaginary axis designation
G09 Exact stop check
G10 Program parameter input
G11 Program parameter input cancel
G12 Circle Cutting CW
G13 Circle Cutting CCW
G17 XY Plane
G18 XZ Plane
G19 YZ Plane
G20 Inch Units
G21 Metric Units
G22 Stored stroke limit ON
G23 Stored stroke limit OFF
. .
. .
G27 Reference point return check
G28 Automatic return to reference point
G29 Automatic return from reference point
G30 Return to 2nd, 3rd, 4th reference point
G31 Skip function
. .
G33 Thread cutting
(G34 Bolt hole circle (Canned Cycle
(G35 Line at angle (Canned Cycle
(G36 Arc (Canned Cycle
G40 Cutter compensation Cancel
G41 Cutter compensation Left
G42 Cutter compensation Right
(G43 Tool Length Compensation (Plus
(G44 Tool Length Compensation (Minus
G45 Tool offset increase
G46 Tool offset decrease
G47 Tool offset double increase
G48 Tool offset double decrease
G49 Tool Length Compensation Cancel
G50 Scaling OFF
G51 Scaling ON
G52 Local coordinate system setting
G53 Machine coordinate system selection
G54 Work piece Coordinate System
G55 Work piece Coordinate System 2
G56 Work piece Coordinate System 3
G57 Work piece Coordinate System 4
G58 Work piece Coordinate System 5
G59 Work piece Coordinate System 6
G60 Single direction positioning
G61 Exact stop check mode
G62 Automatic corner override
G63 Tapping mode
G64 Cutting mode
G65 Custom macro simple call
G66 Custom macro modal call
G67 Custom macro modal call cancel
G68 Coordinate system rotation ON
G69 Coordinate system rotation OFF
G70 Inch Units
G71 Metric Units
G72 User canned cycle
G73 High-Speed Peck Drilling Cycle
G74 Counter tapping cycle
G75 User canned cycle
G76 Fine boring cycle
G77 User canned cycle
G78 User canned cycle
G79 User canned cycle
G80 Cancel Canned Cycles
G81 Drilling Cycle
G82 Counter Boring Cycle
G83 Deep Hole Drilling Cycle
G84 Tapping cycle
G85 Boring Cycle
G86 Boring Cycle
G87 Back Boring Cycle
G88 Boring Cycle
G89 Boring Cycle
G90 Absolute Positioning
G91 Incremental Positioning
G92 Reposition Origin Point
G93 Inverse time feed
G94 Per minute feed
G95 Per revolution feed
G96 Constant surface speed control
G97 Constant surface speed control cancel
G98 Set Initial Plane default
G99 Return to Retract (Rapid) Plane
. .
. .
. .
. .
. .
: M-codes
M00 Program Stop
M01 Optional Program Stop
M02 Program End
M03 Spindle On Clockwise
M04 Spindle On Counterclockwise
M05 Spindle Stop
M06 Tool Change
. .
M08 Coolant On
M09 Coolant Off
M10 Clamps On
M11 Clamps Off
M30 End of Program, Reset to Start
M98 Call subroutine command
M99 Return from subroutine command
Turning
: G-codes
G00 Positioning in Rapid
G01 Linear Interpolation
(G02 Circular Interpolation (CW
(G03 Circular Interpolation (CCW
G04 Dwell
G07 Federate sine curve control
G10 Data setting
G11 Data setting cancel
G17 XY Plane
G18 XZ Plane
G19 YZ Plane
G20 Inch Units
G21 Metric Units
G22 Stored stroke check function ON
G23 Stored stroke check function OFF
G25 Spindle speed fluctuation detection OFF
G26 Spindle speed fluctuation detection ON
G27 Reference point return check
G28 Automatic Zero Return
G29 Return from Zero Return Position
G30 2nd reference point return
G31 Skip function
G32 Thread cutting
G34 Variable lead thread cutting
G36 Automatic tool compensation
G40 Tool Nose Radius Compensation Cancel
G41 Tool Nose Radius Compensation Left
G42 Tool Nose Radius Compensation Right
G46 Automatic Tool Nose Radius Compensation
G50 Coordinate system setting and maximum rpm
G52 Local coordinate system setting
G53 Machine coordinate system setting
G54 Work piece Coordinate System
G55 Work piece Coordinate System 2
G56 Work piece Coordinate System 3
G57 Work piece Coordinate System 4
G58 Work piece Coordinate System 5
G59 Work piece Coordinate System 6
G61 Exact stop check mode
G62 Automatic corner override
G63 Tapping mode
G64 Cutting mode
G65 User macro simple call
G66 User macro modal call
G67 User macro modal call cancel
G68 Mirror image for double turrets ON
G69 Mirror image for double turrets OFF
G70 Finishing Cycle
G71 Turning Cycle
G72 Facing Cycle
G73 Pattern repeating
G74 Peck Drilling Cycle
G75 Grooving Cycle
G76 Threading Cycle
G80 Canned cycle for drilling cancel
G83 Face Drilling Cycle
G84 Face Tapping Cycle
G86 Face Boring Cycle
G87 Side Drilling Cycle
G88 Side Tapping Cycle
G89 Side Boring Cycle
G90 Absolute Programming
G91 Incremental Programming
G92 Thread Cutting Cycle
G94 End face Turning Cycle
G96 Constant surface speed control
G97 Constant surface speed control cancel
G98 Linear Federate Per Time
G99 Federate Per Revolution
G107 Cylindrical Interpolation
G112 Polar coordinate interpolation mode
G113 Polar coordinate interpolation mode cancel
G250 Polygonal turning mode cancel
G251 Polygonal turning mode
: M-codes
M00 Program Stop
M01 Optional Program Stop
M02 Program End
M03 Spindle On Clockwise
M04 Spindle On Counterclockwise
M05 Spindle Stop
M07 Coolant 1 On
M08 Coolant 2 On
M09 Coolant Off
M30 End of Program, Reset to Start
M98 Subprogram call
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی: ضمیمه شماره(2):كد هاي ماشين وایر کات
| G00 | Rapid positing | G00X_Y_ |
| G01 | Linear interpolation | G01X_Y_ |
| G02 | Linear interpolation(CW) | G02X_Y_I_J_ |
| G03 | Linear interpolation(CCW) | G03X_Y_I_J_ |
| G04 | Dwell | G04 |
| G20 | The inch system input | G20 |
| G21 | The metric system input | G21 |
| G22 | Software stoke limit function on | G22X_Y_J_J_ |
| G23 | Software stoke limit function off | G23 |
| G40 | Wire diameter compensation cancel | G40 |
| G41 | Wire diameter compensation(left) | G41 G1/G2 X_Y_D_ |
| G42 | Wire diameter compensation(right) | G42 G1/G2 X_Y_D_ |
| G48 | Auto comer R function start | G48(R_) |
| G49 | Auto comer R function cancel | G49 |
| G50 | Wire taper angle function cancel | G50 |
| G51 | Wire taper angle function(left) | G51 G1/G2 X_Y_T_ |
| G52 | Wire taper angle function(right) | G52 |
| G53 | Machine coordinate positioning | G53 G1/G2 X_Y_U_V_ |
| G54 | Working coordinate system #1 | G54 |
| G55 | Working coordinate system #2 | G55 |
| G56 | Working coordinate system #3 | G56 |
| G57 | Working coordinate system #4 | G57 |
| G58 | Working coordinate system #5 | G58 |
| G59 | Working coordinate system #6 | G59 |
| G60 | The upper and lower identical R function ON | G60 (R) |
| G61 | The upper and lower identical R function OFF | G61 (R_,R_) |
| G90 | The absolute coordinate command | G90 |
| G91 | The relative coordinate command | G91 |
| G92 | Coordinate system setting | G92 X_Y_ |
| G94 | Constant federate control | G94 F_ |
| G95 | Servo federate control | G95 |
| M00 | Program stop | M00 |
| M01 | Optional stop | M01 |
| M02 | Program end | M02 |
| M05 | Auto main power shut down after program end | M05 |
| M30 | Program end and revered | M30 |
| M41/M81 | Machining power ON/OFF | M41/M81 |
| M42/M82 | Wire feed ON/OFF | M42/M82 |
| M43/M83 | Water ON/OFF | M43/M83 |
| M98 | Subprogram call | M98 |
| M99 | Subprogram return | M99 |
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی ضمیمه شماره:تلورانس های هندسی
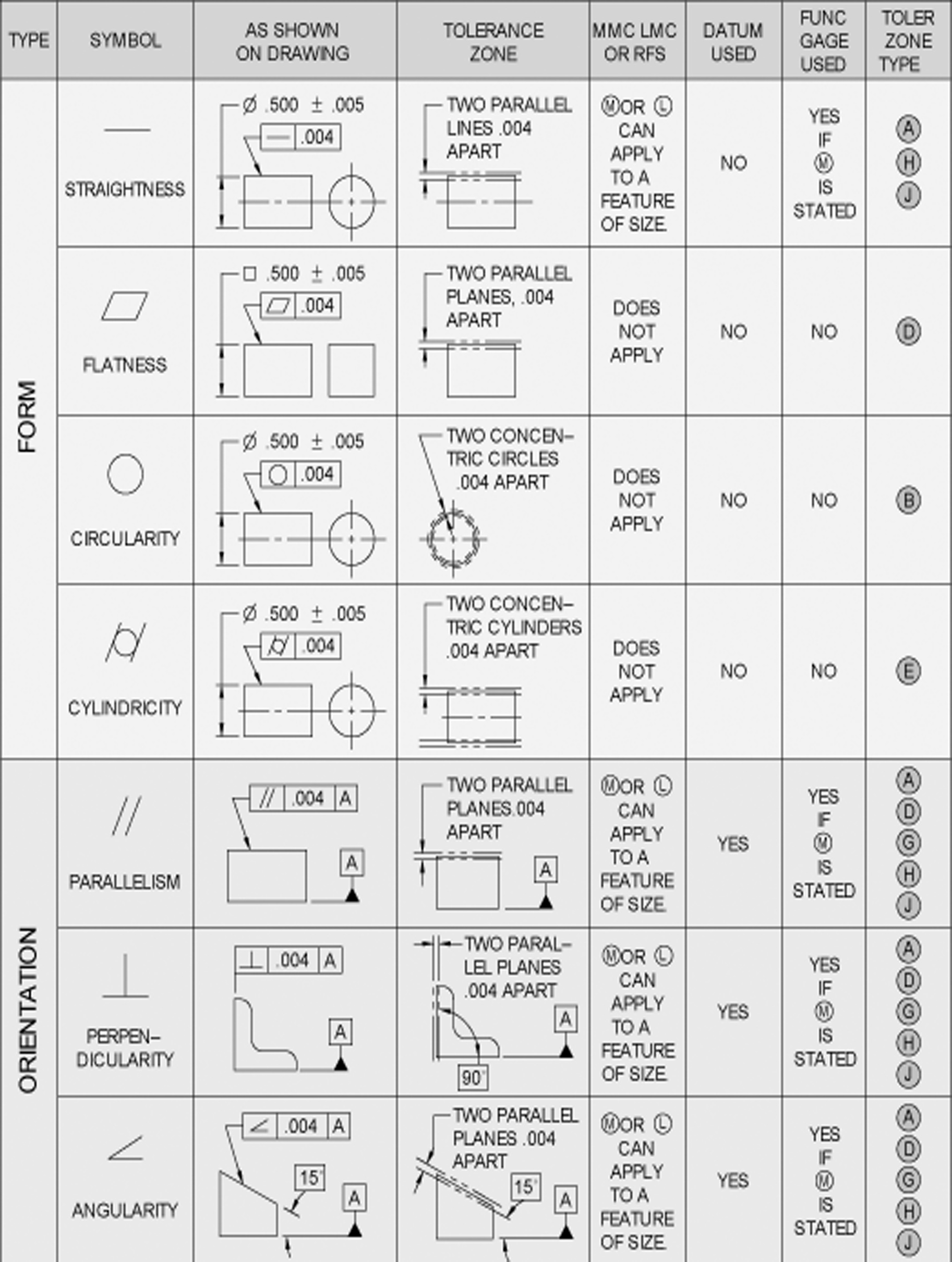
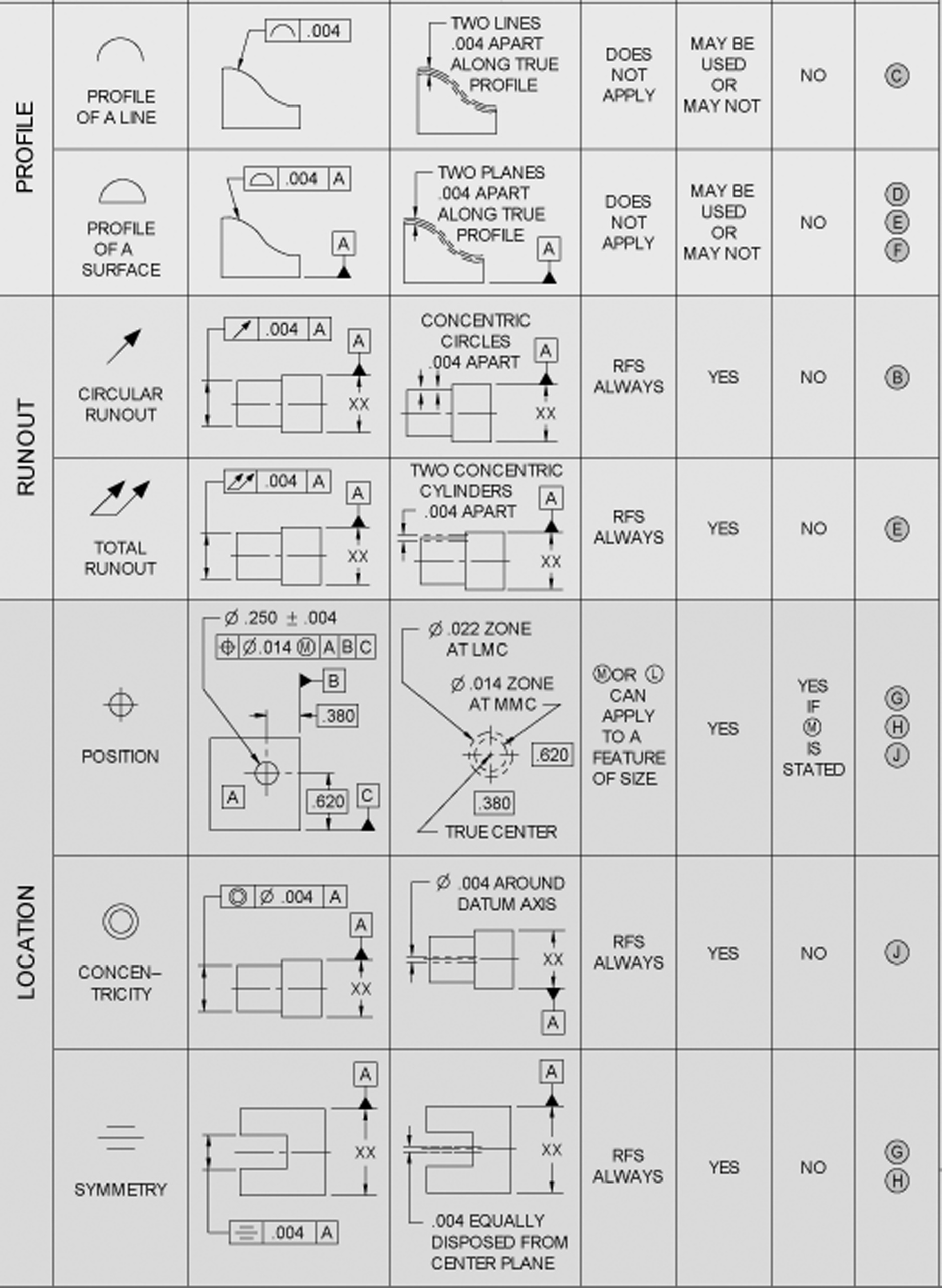
ضميمه شماره (3):تلورانسهاي هندسي
لینک های مرتبط
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 1
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 2
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 3
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 4
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 5
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 6
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 7
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 8
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 9
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 10
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 11
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 12
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 13
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 14
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 15
آشنایی با ماشین های تولیدکننده ی قطعات صنعتی 16